工控自动化应用方案 CRY2110与CRY2112噪声传感器在噪声与振动控制服务中的应用案例

在工业自动化与智能制造领域,生产环境的噪声与振动控制不仅是保障员工健康、提升工作舒适度的关键,也是确保设备精密运行、提高产品质量与生产稳定性的重要环节。针对这一需求,高性能的噪声传感器成为实现精准监测与智能控制的核心。本文将以CRY2110与CRY2112系列噪声传感器为例,深入探讨其在工业噪声与振动控制服务中的典型应用方案。
一、 应用背景与需求分析
在诸如机械加工、冲压成型、动力总成测试、大型风机泵站等典型工业场景中,设备运行产生的噪声与振动往往相互关联,且强度高、频谱复杂。长期暴露不仅可能导致操作人员听力损伤,还会引发设备结构性疲劳、连接件松动、测量仪器失准等问题。因此,客户的核心需求在于:
- 实时精准监测:对关键工位或设备本体的噪声级与振动幅值进行连续、高精度的测量。
- 超标预警与联动控制:当噪声或振动值超过预设的安全或工艺阈值时,系统能自动发出警报,并可触发降噪设备(如隔声罩、消声器)或减振装置(如主动减振器)启动。
- 数据追溯与分析:记录历史数据,用于分析噪声/振动源、评估控制措施效果、进行预测性维护。
- 系统集成:传感器需易于接入现有的PLC、DCS或SCADA系统,实现与生产自动化流程的无缝整合。
二、 CRY2110/2112传感器方案特点
CRY2110与CRY2112噪声传感器是专为工业环境设计的精密测量设备,其方案优势在于:
- 高精度与宽量程:能够准确捕捉从低声级背景噪声到高强度脉冲噪声的完整动态范围,CRY2112型号通常具备更宽的频率响应或更高的振动测量集成度,满足复合监测需求。
- 工业级防护:具备较高的IP防护等级,耐粉尘、潮湿、油污及电磁干扰,适应车间恶劣环境。
- 标准信号输出:提供4-20mA模拟量输出或Modbus等数字通讯接口,便于直接连接工控系统(如西门子、罗克韦尔PLC)。
- 易于安装与校准:设计紧凑,提供多种安装方式(螺纹、磁吸等),并支持现场快速校准。
三、 应用案例详解:智能冲压生产线噪声振动控制系统
场景:某汽车零部件制造商的自动化冲压生产线,冲压机在高速工作时产生极大冲击噪声与振动,影响周边精密装配工位,并引发设备基础松动风险。
解决方案架构:
1. 监测点部署:
- 在冲压机主体结构关键点(如滑块、底座)安装CRY2112振动传感器,监测冲击振动加速度。
- 在操作员常驻工位及生产线外围,部署多个CRY2110噪声传感器,监测A计权声压级。
- 系统集成:所有传感器信号接入中央控制柜内的多功能数据采集模块,并通过工业以太网传输至车间的SCADA监控中心。数据同时送达产线主控PLC。
- 智能控制逻辑:
- 预警与报警:在SCADA界面设置噪声(如>85dB)与振动阈值。超标时,监控画面闪烁报警,并向班组长移动终端发送信息。
- 设备联动:当振动值连续多次超限(预示可能故障),PLC可自动降低冲压机工作频率或触发停机检修程序,防止事故扩大。
- 主动控制触发:与安装在生产线上方的自适应隔声帘幕系统联动。当CRY2110监测到特定工位噪声持续超标,系统自动控制帘幕下降至预定位置,形成局部声屏障。
- 数据分析服务:
- 系统后台存储所有传感器数据,通过分析时间趋势,定位噪声与振动的峰值与生产批次、模具状态的关联。
- 定期生成报告,评估减振垫更换周期、隔声帘幕效果,为设备预防性维护提供数据支撑。
四、 实施成效与价值
通过部署以CRY2110/2112为核心的噪声与振动控制方案,客户实现了:
- 环境与健康合规:工作场所噪声水平稳定控制在国家职业卫生标准以内,降低了职业健康风险。
- 设备可靠性提升:通过对振动的早期预警,避免了数次因紧固件松动导致的非计划停机,提高了设备综合利用率(OEE)。
- 工艺优化:噪声振动数据与生产参数结合分析,帮助工艺工程师优化了冲压速度与模具间隙,间接提升了产品一致性。
- 自动化水平深化:将环境物理量的控制纳入整体生产自动化流程,推动了智能工厂的闭环控制建设。
五、
CRY2110与CRY2112噪声传感器,凭借其工业级的可靠性与灵活的集成能力,为工控领域的噪声与振动控制服务提供了精准的“感知”基础。将其嵌入从监测、预警到联动的自动化控制闭环中,不仅能有效改善工业环境,更能保障设备安全、优化生产流程,最终为企业创造健康、高效、可持续的生产价值。该方案可复用于风机、压缩机、发电机组、试验台架等多种存在噪声振动治理需求的工业场景。
最新产品

绿创声学 国内噪音治理龙头借基建补短板与环保东风乘势而起

九州医学中心携手秦岭国际高尔夫,为您共创奢享健康与静谧生活
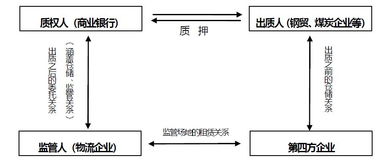
动产动态质押第三人监管模式下权利冲突的解决路径 以直接占有人他物控制与他主讲识别为中心的噪声与振动控制服务视角
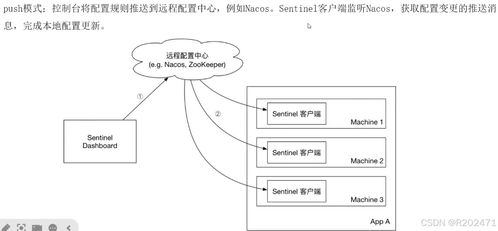
微服务架构下的Spring Cloud隔离降级策略 噪声与振动控制服务的创新实践
创意切入 用像素显微镜解析环保视觉的力量
HJ 2034-2013 环境噪声与振动控制工程技术导则

机工汽车时代,噪声与振动控制服务如何助力驾乘体验升级?
《汽车车身噪声与振动控制》解析 庞剑理论下的整体结构与局部控制策略

会议课件 噪声与振动控制服务的技术与应用

无形的健康杀手 噪声污染的危害及噪声与振动控制服务的重要性